- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Plastilise kokkutõmbumise kiirust ja modifitseerimise meetodeid mõjutavad tegurid
Plastilise kokkutõmbumise kiirust mõjutavad tegurid
1. Materiaalne mõju:
(1) Materjali tüüp: Erinevatel plastitüüpidel on erinevad kokkutõmbumiskiirused (vt tabel 1).
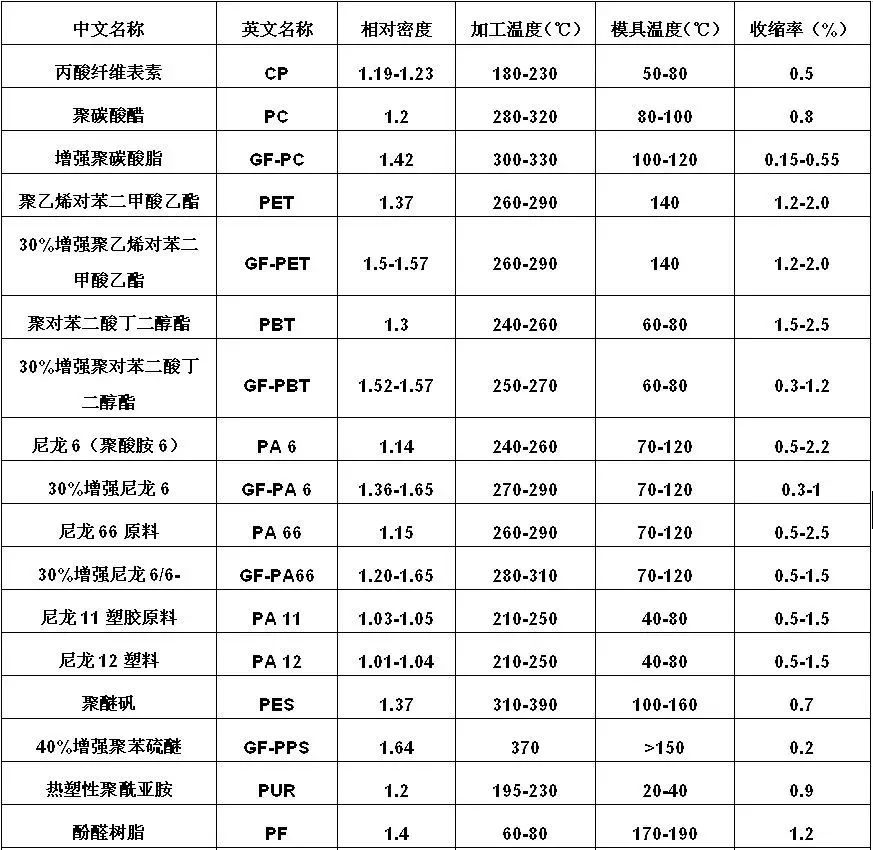
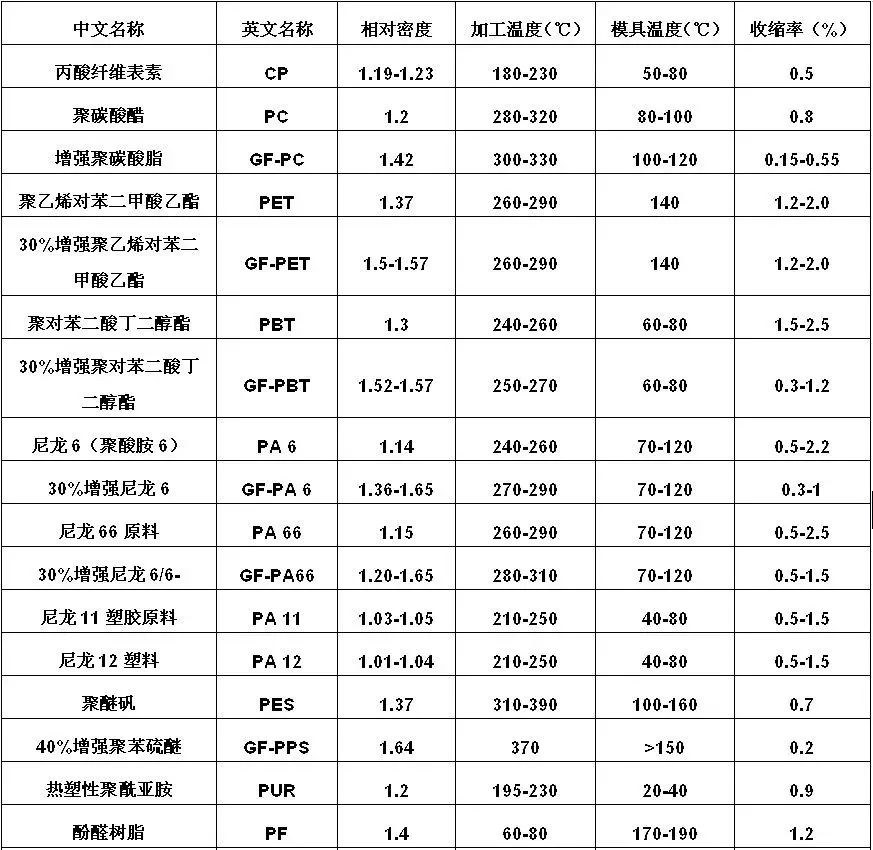
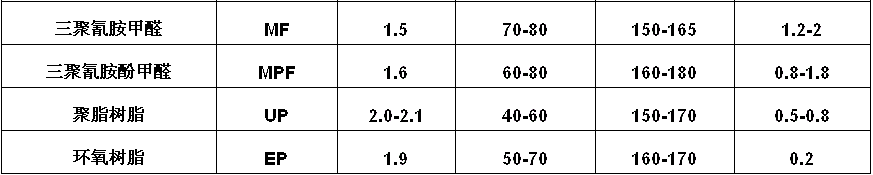
Tabelist 1 on näha, et termoplastide hulgas on 40%klaaskiuduga tugevdatud PP-del madalaim kokkutõmbumiskiirus (0,2%), samal ajal kui termosettide hulgas on epoksüvaiki madalaim kokkutõmbumiskiirus (0,2%). Fluoroplastidel on suurim kokkutõmbumiskiirus, ulatudes umbes 6%-ni; millele järgneb madala tihedusega polüetüleen (LDPE), maksimaalse kokkutõmbumiskiirusega 5%.
(2) Materjali kristallus: sama materjali korral põhjustab madalam kristallilisus väiksema kokkutõmbumiskiiruse. Erinevate mõjutavate tegurite hulgas mõjutab vaigu kristallilisuse aste kahanemisele kõige olulisemalt.
(3) Materjali molekulmass: sama materjali puhul põhjustab suurem molekulmass väiksema kokkutõmbumiskiiruse. Sama molekulmassiga vaigud, kuid parema voolatavuse korral on madalam vormimine.
(4) Materjali modifikatsioon: teiste vaikude, elastomeeride või täiteainete lisamine baasvaikule vähendab selle kokkutõmbumiskiirust erineval määral. Vaigu kokkutõmbumise kiiruse erinevused mõjutavad suuresti osade mõõtmete täpsust sulamise töötlemise ajal. Täpsemate plastosade tootmiseks tuleb kasutada madala kokkutõmbumiskiirusega vaikusid. Näiteks PP vaigu kokkutõmbumise määr on 1,8–2,5%ja selle kokkutõmbumine suureneb molekulmassi vähenemisega, mis muudab keeruliseks ülitäpse PP osade tootmise.
2.Moldimise protsessi mõju:
(1) Pideva vormimise temperatuuri korral vähendab süstimisrõhu suurenemine kokkutõmbumist.
(2) Hoodusrõhu suurenemine vähendab kokkutõmbumist.
(3) Sulatemperatuuri tõstmine vähendab pisut kokkutõmbumist.
(4) Hallituse kõrgem temperatuur tõuseb kahanemist.
(5) Pikem hoidmisaeg väheneb kokkutõmbumist (pärast värava tahkestamist ei mõjuta kahanemist).
(6) Pikem moodne jahutusaeg vähendab kokkutõmbumist.
(7) Suurem süstimiskiirus kipub kokkutõmbumist pisut suurendama (väike efekt).
(8) Vormimine on suur, pärast-stringimine on väike; Pärast esimese kahe päeva jooksul on ränkapp märkimisväärne ja stabiliseerub umbes ühe nädala pärast.

3. osa struktuuri mõju:
(1) Paksude seinaga osadel on suurem kokkutõmbumine kui õhukese seinaga osa.
(2) Insertidega osad on madalam kui lisadeta osad.
(3) Keeruliste kujudega osad on madalamad kui lihtsakujulistel osadel.
(4) Pikkus suunas kokkutõmbumine on väiksem kui paksuse suunas kokkutõmbumine.
(5) Sisevaludel on kõrge kokkutõmbumine, välistel omadustel aga madal kokkutõmbumine.
4.Moldi struktuuri mõju:
(1) Suurem värava suurus vähendab kokkutõmbumist.
(2) Värava suunaga risti olevad kokkutõmbumised vähenevad, suurendatakse värava suunaga paralleelset kokkutõmbumist.
(3) Väravast kaugemal asuvatel aladel on madalam kokkutõmbumine kui värava lähedal asuvatel aladel.
(4) Osa sektsioonidel, mida piiravad hallituse, on madalam kokkutõmbumine, piiramatutel lõikudel on suurem kokkutõmbumine.
Muudamismeetodid plastiku kokkutõmbumise kiiruse vähendamiseks
1. kiudude täitmine:
Kiud hõlmavad mitmesuguseid anorgaanilisi ja orgaanilisi kiude. Klaaskiudude näitena võttes võib 35% klaaskiud PP vaiku lisamine vähendada selle kokkutõmbumise kiirust 1,8% -lt (täitmata) 0,5% -ni. Viimastel aastatel välja töötatud pikk klaaskiuduga tugevdatud plast pakub eeliseid kokkutõmbumiskontrollis, millel on nii pikisuunalistes kui ka põiksuundades madala ja järjepideva kokkutõmbumise määra.
2. Orgaaniline täiteaine täitmine:
Anorgaaniliste täiteainete hulka kuuluvad talk, kaltsiumkarbonaat, baariumsulfaat, vilgupulber, wollastoniit ja montmorilloniit jne. Täiteainetüüp, kuju, osakeste suurus ja pinna töötlemise tase mõjutavad selle tõhusust vaigu põrkumiskiiruse muutmisel.
(1) Täitekuju: erineva kujuga täiteained mõjutavad kokkutõmbumise vähendamist erinevalt, tõhususe järjekord on: helves> nõelataoline> granuleeritud> sfääriline. Näiteks vähendavad helvene montmorilloniit ja vilgukivi märkimisväärselt komposiitkahanemist.
(2) Täiteosakeste suurus: sama täiteaine korral mõjutavad väiksemad osakeste suurused suuremat mõju kokkutõmbumisele. Näiteks taludega täidetud PP-s (20% talk + 8% POE), kuna talki osakeste suurus suureneb 1250 võrgusilmalt 5000 võrgusilmani, väheneb kokkutõmbumiskiirus 1,05% -lt 0,8% -ni.
(3) Täiteaine: täiteaine pinnaravi suurendab selle kokkutõmbumist vähendavat toimet. Näiteks 10% -lise talkiga täidetud ABS näitab kokkutõmbumise vähenemist 0,48% -lt 0,42% -ni, kui talkit ravitakse alumiinaatide sidujaga.
(4) Täitekoormus: sama täiteaine korral vähendab suurem laadimine kokkutõmbumiskiirust.
3. Kristallilisuse vähendamine:
(1) Kristallimist vähendavate ainete lisamine: tavaliselt kasutatakse väikemolekulilisi ühendeid, mis häirivad molekulaarset regulaarsust ja takistavad molekulaarset liikumist sulaseisundis, vähendades sellega kristallilisust.
(2) Muude vaikude lisamine: LDPE või HDPE pp -sse segamine PP võib selle kristalliseerumist töötlemise ajal häirida. Samuti võib lisada mittekristallilisi vaiku nagu PS, ABS, PMMA või PC.
4. Elastomeeride juhtimine:
Lisada saab selliseid elastomeerisid nagu PoE, EPDM ja SBS. Kui elastomeeri sisaldus on alla 5%, on nende mõju PP kokkutõmbumise vähendamisele sarnane. Üle 5% -lise sisu erineb tõhusus tüübi järgi, kokkutõmbumise vähendamise järjekord on: Poe> EPDM> SBS (kooskõlas nende karastava mõjuga PP -le). Anorgaaniliste täiteainete ja elastomeeride ühendamine PP -s annab parema kokkutõmbumise vähendamise.
5. Chemical pookimise modifikatsioon:
PP siiriku modifitseerimine võib vähendada selle kristallilisust, saavutades sellega madalama kokkutõmbumise kiiruse.