- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laboriväärtuste mõistmine: tõeline viis värvide lugemiseks – kolm peamist parameetrit insenerplastide värvierinevuse kontrollimiseks
"Kas kolorimeetri aruande ΔE väärtus 2,1 on vastuvõetav või mitte?"
"Klient ütleb, et Labi väärtused on välja lülitatud, kuid värvid tunduvad mulle peaaegu samad."
Need on küsimused, mida meie tehniline meeskond kuuleb iga päev. Inseneriplastitööstuses ei hinnata värvide erinevust enam ainult palja silmaga. Olenemata sellest, kas tegemist on autode siseosade, 3C elektroonikakorpuste või tööstuslike konstruktsioonikomponentidega, lisavad kliendid peaaegu alati värvierinevuse aktsepteerimise standardi, milles on selgelt kirjas: ΔE ≤ 0,5, L, a, b väärtused on määratud tolerantside piires.
Mis siis täpselt on L, a ja b? Ja miks on need usaldusväärsemad kui visuaalne kontroll? Täna selgitame neid kolme parameetrit plasti tootmise keeles.

I. Värvi koordinaatide süsteem: labori värviruum
Kujutage ette, et asukoha määramiseks kaardil on vaja pikkus-, laius- ja kõrguskraade. Labi värviruum on värvide "kolmemõõtmeline koordinaatsüsteem".
Rahvusvahelise valgustuskomisjoni (CIE) poolt 1976. aastal loodud see jääb värvimõõtmise ülemaailmseks kullastandardiks. Iga värvi saab selles kolmemõõtmelises ruumis koordinaatide komplekti (L, a, b) abil unikaalselt paigutada.
• L väärtus (Lightness) : jääb vahemikku 0 kuni 100. L=100 on puhas valge, L=0 on puhas must. Tehnilises plastis on halliks muutuv must osa või kollakaks muutuv valge osa sisuliselt L-väärtuse muutus.
• väärtus (punane-roheline toon) : positiivsed väärtused tähistavad punast, negatiivsed rohelist. Kui leegiaeglustav ABS, mis peaks olema helepunane, muutub tuhmiks telliskivipunaseks, on tõenäoliselt probleem väärtuses.
• b väärtus (kollane-sinine toon) : positiivsed väärtused näitavad kollast, negatiivsed väärtused tähistavad sinist. Väärtus b on kõige tundlikum parameeter – materjalid, nagu PBT, PC ja nailon, võivad kõrgel temperatuuril töötlemisel kollaseks muutuda. Kui b väärtus nihkub positiivselt, muutub osa nähtavalt kollaseks.
II. Kolm numbrit, kolm ühist "värvide erinevuse sümptomit"
Tootmiskorrusel diagnoosime kiiresti algpõhjused läbi laboriväärtuste muutuste:
1. Suur hälve L väärtuses – seadke prioriteediks materjali seisukorra ja vormimisprotsessi kontrollimine.
• Kõrge L väärtus (liiga valge/kahvatu): võib-olla madal vormitemperatuur või ebapiisav titaandioksiidi sisaldus värvilises põhisegus.
• Madal L väärtus (liiga tume): võimalik, et materjali lagunemine (ülemäärane kõrge temperatuuriga kokkupuude) või halb hallitusseened.
2. Väärtuse suur kõrvalekalle – seadke prioriteediks materjali koostise kontrollimine.
• Väärtuse positiivne nihe (punakas): tavaline leegiaeglustavates materjalides, kus leegiaeglusti laguneb kõrgel temperatuuril, põhjustades värvaine värvimuutust.
3. Suur kõrvalekalle b väärtuses – Eelistage kuivatustingimuste ja sissepritse temperatuuri kontrollimist.
• Positiivne nihe b väärtuses (kollakas): kõige levinum põhjus on ülekuivamine või liigne sulamistemperatuur. Nailonmaterjalid on eriti tundlikud – b-väärtuse triiv 0,5 on palja silmaga nähtavalt “kollakas”.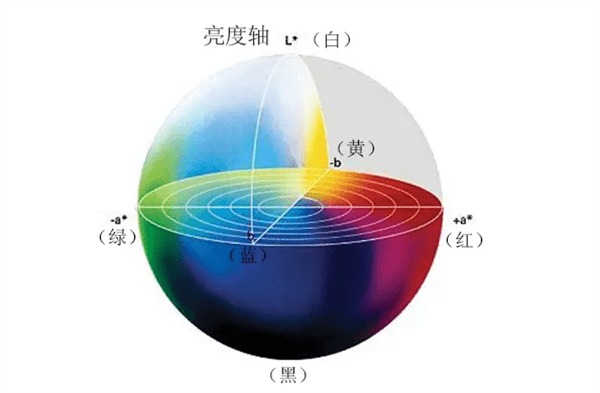
III. Mis on ΔE? Miks me ei saa loota ainult ΔE-le?
ΔE on mõõtmete L, a ja b kombineeritud hälve, mis arvutatakse järgmiselt:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
See kasutab ühte numbrit, et võtta kokku „värvide koguerinevus“, muutes kiire otsustamise lihtsaks. Probleem on aga selles, et sama ΔE võib esindada väga erinevaid värvihälbeid.
Näiteks:
• Juhtum A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (veidi liiga valge)
• Juhtum B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (hälbed kõigis kolmes suunas)
Mõlemal on peaaegu sama ΔE, kuid juhtum B on "keerulisem" ja võib palja silmaga tunduda "mudasem". Seetõttu peab professionaalne värvierinevuse kontroll arvestama nii ΔE kui ka individuaalseid tolerantse. Autode siseosade tavaline standard on: ΔE < 1,0, |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Kust tuleb värvide erinevus? Neli ühist allikat
Aastatepikkuse klientide teenindamise kogemuse põhjal jagunevad peamised värvierinevuste allikad nelja kategooriasse:
1. Materjalipartii varieeruvus – erinevate tehniliste plastide partiide alusvärvides võib olla väike erinevus. Isegi sama klassi puhul ei ole POM-i partiidevaheline b-väärtuse kõikumine 0,3–0,5 haruldane.
2. Kuivamisprotsess on kontrollimatu – materjalid, nagu nailon, PET ja PC, on niiskuse suhtes tundlikud. Ala- või ülekuivatamine võib põhjustada kollasust. Ühel juhul tõstis operaator kuivatustemperatuuri 80 °C-lt 100 °C-le, põhjustades b-väärtuse hüppe 1,2-lt 2,8-le, lammutades terve partii.
3. Injektsioonvormimisprotsessi triiv – väikesed muutused vasturõhus, kruvi kiiruses, sissepritse kiiruses, hoidmisrõhus, vormitemperatuuris jne võivad muuta sulamisvoolu ja kristalliseerumise käitumist, mõjutades värvi välimust. Eriti tundlikud on klaaskiuga tugevdatud materjalid.
4. Mõõtmiskeskkonna erinevused – erinevad kolorimeetrid, valgusallikad, mõõteavad või isegi operaatori poolt rakendatav rõhk võivad näitu mõjutada. Kliendid ja tarnijad peavad kokku leppima ühtses mõõtestandardis (nt D65 valgusti, 10° vaatlemisnurk).
V. Järeldus: värvi saab hallata
Tehnilises plastis pole värv enam mõistatus. Kolm numbrit L, a ja b muudavad subjektiivse tunde “Ma arvan, et värv on vale” objektiivseks faktiks “L väärtus ületab tolerantsi 0,6 võrra, b väärtus 0,8 võrra”. Nelja värvierinevuse allika mõistmine aitab meil probleeme ennetada enne nende tekkimist.